Contents
The manufacturing industry is no stranger to the challenges of production, inventory management, quality control, and cost containment. As global competition intensifies, manufacturers are struggling to meet customer demands for higher-quality products at lower costs. To gain a competitive edge in an ever-changing market, organizations need to utilize industrial software development solutions to increase efficiency, reduce waste and optimize their operations.
ERP implementation in the manufacturing industry is a powerful solution that can help manufacturers improve their performance, streamline processes and reduce operating costs. It’s no wonder that 47% of companies looking to buy ERP are manufacturers, according to SelectHub.
In this article, we will discuss numerous benefits of ERP in the manufacturing industry and outline a few key implementation considerations.
How is manufacturing ERP different from industry-agnostic ERP?
Manufacturing ERP differs from generic ERP software as it is specifically designed to serve the manufacturing environment. It offers features and capabilities tailored for the manufacturing industry, such as product lifecycle management, recipe management, material resource planning, shop floor control, and inventory tracking.
Given that generic ERPs can be used in any industry, they require much more customization, provide a limited view of important data, and call for investments into add-ons to satisfy your industry-specific needs. In a nutshell, if you want to streamline manufacturing operations with ERP, opting for custom enterprise application development is highly advisable.
Benefits of ERP in the manufacturing industry
With an ERP system, manufacturers can get real-time visibility into every part of their operations, making smarter decisions and maximizing profits. Let’s outline the most important benefits of ERP in the manufacturing industry.
Process automation
Manufacturing ERP is an invaluable tool that can help automate processes by building a digital workflow that incorporates the entire production cycle, from inventory management and order entry, all the way down to the delivery of goods.
Manufacturers can fully or partially automate work orders, report generation, capacity planning, stock replenishment, and a wide array of other operations. This eliminates the need for human intervention in day-to-day activities, simplifies tracking up-to-date information on the factory floor, and ensures that processes remain consistent while minimizing costs.
Operational visibility
The most important feature of any ERP system is that it acts as a unified source of truth that can be accessed by anyone involved in the process. It is easy to detect bottlenecks and resolve them with real-time operational data available to decision makers, from factory floor employees to finance departments.
Whether it’s equipment maintenance, customer purchasing trend analysis, material tracking, inventory monitoring, or supplier relationship management, ERP systems provide manufacturing organizations with a deeper insight into their operations, eliminate the duplication of effort and improve communication between departments.
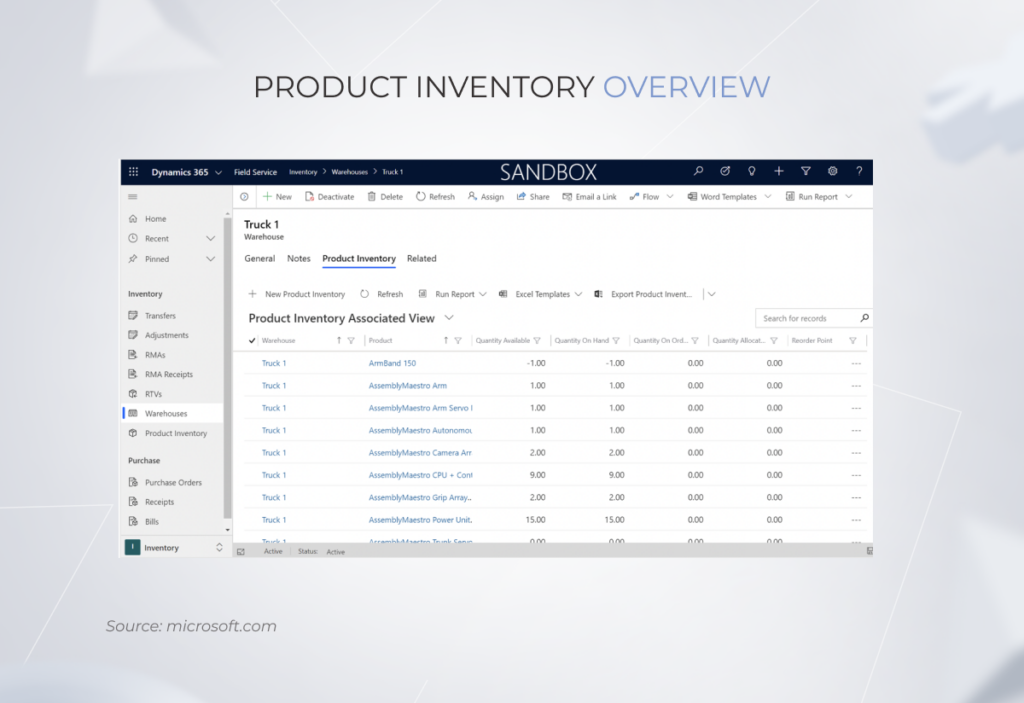
Real-time inventory overview
In manufacturing, inventory control often goes beyond routine material reordering when the stock is low. Many components and raw materials have a limited shelf life and require specific handling and storage procedures. Without a proper resource planning system, managing a myriad of stock units across multiple warehouses becomes arduous.

ERP systems can provide real-time information on inventory levels and conditions across all warehouses and distribution channels, allowing manufacturers to stay on top of their current stock, eliminate material wastage, and ensure that orders are shipped on time.
Accurate planning
In today’s business climate, accurate planning, and forecasting are among the biggest prerequisites for success in manufacturing. By getting a unified view of traditionally disconnected processes like order tracking, labor distribution, machine availability, and inventory monitoring, ERP allows organizations to allocate resources effectively and plan their production cycles.
Importantly, advanced ERP systems can automate the analysis of supply chain and historical sales data, which makes demand forecasting more accurate and reliable. This results in more efficient procurement, schedule planning, and inventory management.

Efficient management of the workforce
ERP systems can play a major role in making workforce management more efficient. By connecting data on inventory items, the factory floor, and employee data, ERP allows manufacturing organizations to track and analyze employee performance and productivity. This can help detect labor gaps and identify areas where training or personnel changes are necessary.
Second, by automatically syncing quotes and timesheets, teams can proactively manage labor costs, optimize resource usage, and more effectively manage payroll. Third, modern ERP solutions can suggest optimal backfilling by considering skillsets, overtime, employee policies, pay rates, and other factors when making scheduling decisions.
Key considerations before starting ERP implementation in manufacturing
At this point, ERP implementation in manufacturing should be a no-brainer. However, there are a few key questions that every manufacturing organization needs to consider before diving into implementation. Let’s identify the most important ones.
Custom or platform-based ERP: which one to opt for?
When selecting a new ERP system, it’s paramount to make a well-informed choice between custom and platform-based options.
In a nutshell, the comparative ease of implementation and lower price of off-the-shelf ERP solutions come at the expense of limited flexibility. Meanwhile, custom ERP systems provide unlimited customization but come at a higher price. Although having the possibility to adjust systems to satisfy one’s unique ERP needs is rarely undesirable, there are certain cases when platform-based ERP implementation just makes more sense.
For example, small manufacturers who have a few unique business demands, require fast implementation, have a limited budget, and need to solve immediate business challenges might opt for platform-based ERP. However, in most cases, custom ERP proves to be superior to its off-the-shelf counterparts. Custom ERP makes your manufacturing business future-proof, offering much-needed flexibility and scalability.
Cloud-based vs. on-premise ERP system
The next critical question is whether to go for a cloud-based or on-premise system. The relationship between them is similar to that of custom and platform-based systems.
Cloud-based ERP systems are hosted by a third-party provider, allowing users to access the software online from any device and enabling manufacturers to quickly respond to production demands. Additionally, cloud-based ERP systems place the burden of maintenance and upkeep as these on third-party providers. At the same time, some might be wary about the safety of data stored in the cloud. However, if not ignored, data security best practices, such as encryption, multifactor authentication, backups, and others, are a great way to prevent data breaches.
On the other hand, the security of on-site software is almost impeccable. On-premise ERP systems are installed directly onto a manufacturer’s hardware, allowing for greater control over data security. This ensures that only authorized personnel have access to sensitive information and reduces the risk of a violation. Yet, on-premise ERP systems are much less flexible, take longer to implement, and put the responsibility for software maintenance on manufacturing companies.
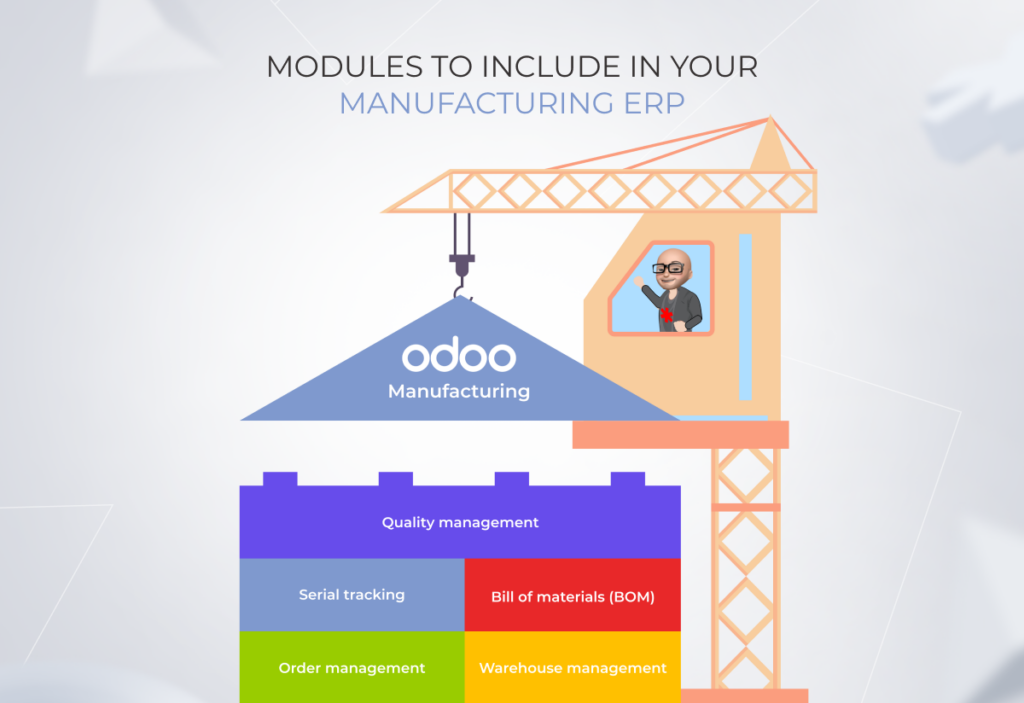
Modules to include in your ERP software
Due to a multitude of nuances within manufacturing operations, companies need to have specific modules to get the maximum value from ERP implementation. While it’s quite ambitious to generalize module selection for such a diverse industry as manufacturing, the following ERP modules are instrumental to any manufacturing niche:
- Quality management module to automatically perform and record quality checks on materials and current work orders.
- Serial tracking module to ensure reliable and optimized product traceability management.
- Bill of materials (BOM) to enable efficient planning, revision control, demand forecasting, and product lifecycle planning.
- Order management module to streamline sales management, procurement, and shipments.
- Warehouse management module to keep track of materials, control inventory, and optimize the distribution process.
Implementing ERP and figuring out what modules you need for your specific manufacturing needs can be quite a complicated endeavor. With elaborate experience in Odoo development, our team of experts can assist you in consolidating all your data within an ERP system, ensuring all the components interact seamlessly, and significantly increasing efficiency across manufacturing operations. Odoo’s modular design, flexibility, and cost-efficiency distinguish it from the crowd of other enterprise resource planning solutions — check out our Odoo vs. SAP comparison to find out more.
Manufacturing ERP integrations with other business systems
Best-of-breed ERPs can be integrated with your existing systems, which can enhance decision-making and increase operational efficiency. Here are the top 5 ERP integrations in manufacturing.
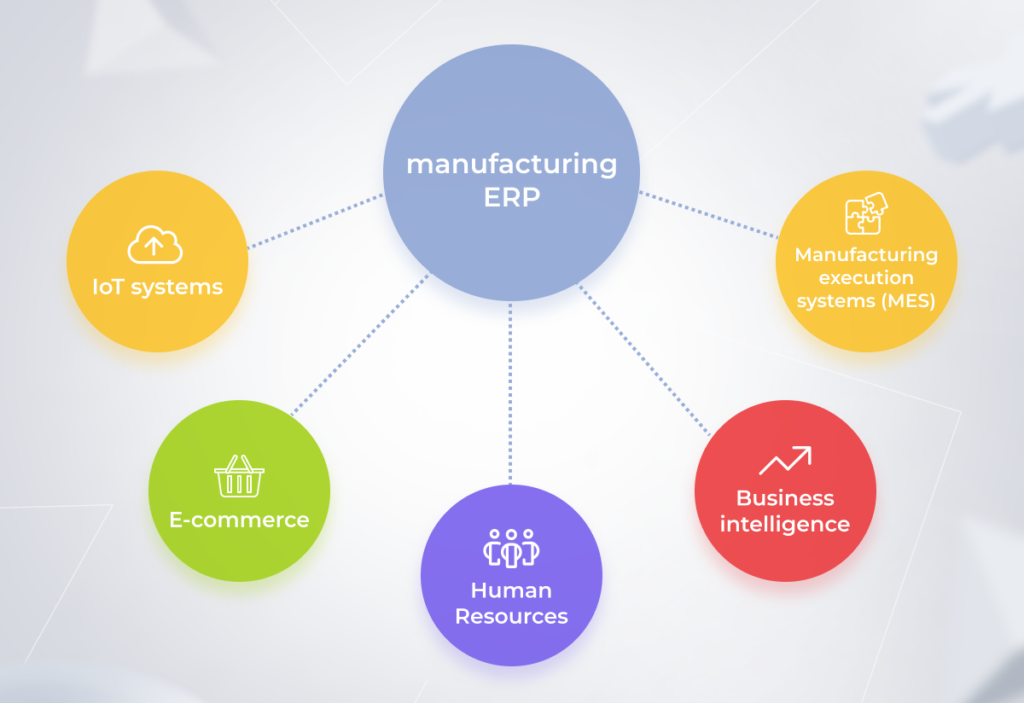
IoT systems
With IoT sensors constantly streaming data from shop floors, warehouses, and distribution centers, manufacturers can increase visibility in their operations and gain insights into production processes.
E-commerce
By connecting ERP with e-commerce systems, manufacturing organizations can have a better view of inventory management and avoid stockouts.
Human Resources
ERP integration with HR systems allows manufacturers to optimize onboarding and training, streamline payroll management, and track employee productivity.
Business intelligence
Data centralization, provided by ERP, can bolster your Business Intelligence solution with new capabilities, optimize reporting, and allow for discovering new business opportunities.
Manufacturing execution systems (MES)
Integration with manufacturing execution systems can help orchestrate processes on the factory floor and improve production visibility.
Choosing a reliable manufacturing ERP vendor
The implementation of such a complex and cross-functional system as ERP entails certain risks and challenges. That’s why partnering with a reliable ERP vendor is crucial – its experience and technical capabilities will play a key role in determining how much value the system implementation can bring. We encourage you to partner with a vendor that has a comprehensive experience in your industry, guarantees post-implementation support, and can provide high levels of customization.
Here, at *instinctools, we tick all these boxes and more. From platform migration to custom module development to staff training, we are committed to helping our clients maximize the ROI of ERP integration and meet their unique business needs.
Looking for a trusted companion for your ERP journey?