Updated: January 16, 2025
Contents
- What is a digital twin in manufacturing? Detailed breakdown
- How digital twins in manufacturing work
- The triple value digital twins bring to your factory
- Many faces of digital twin applications in manufacturing
- Technologies that underpin digital twins
- Real-world examples of digital twin use cases in manufacturing
- Ready-made digital twin solutions to build on top of
- Take a leaf out of our client’s book: start small with manufacturing digital twins
- There’s no need to “rip out and start all over”. Creating an integrated manufacturing architecture as your way to thrive
- From digital twin to enterprise metaverse
- FAQ
Decision-making with a high degree of certainty has always been the table stakes for manufacturing companies. That’s why robotic process automation likely played a pivotal role at the beginning of your transformation journey, streamlining tasks and boosting efficiency. But the quest for complete control doesn’t end there.
Digital twin tech in manufacturing has won acclaim for offering a comprehensive look at a digital footprint of products and enabling industrials to keep a close eye on possible risks.
But we’ve seen it already with AI applications and the likes. So what makes digital twin technology the superstar of manufacturing?
What is a digital twin in manufacturing? Detailed breakdown
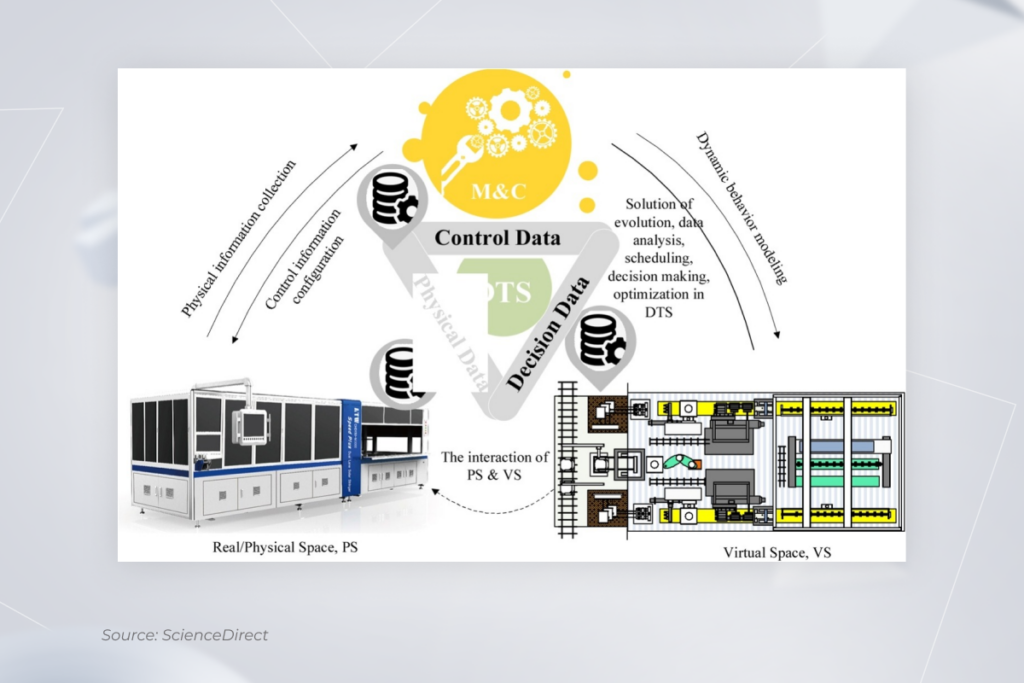
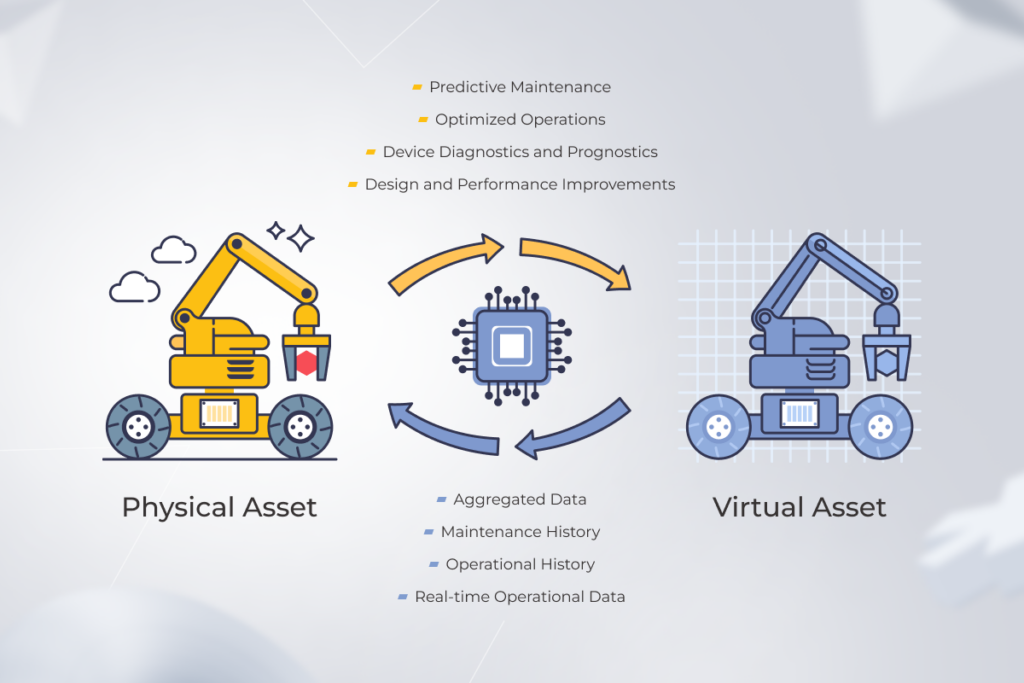
A digital twin is a near-real-time virtual duplicate of a physical product or process, used to analyze the performance of the physical assets. Manufacturing digital twins can visualize the entire production, including every step of the product life cycle. This allows stakeholders to emulate, simulate, predict, and optimize the product and production system.
By relying on IoT sensors, data analytics, and machine learning capabilities, a digital twin can provide a detailed profile of the historical and current behavior of a physical object, minimizing the need for real-life prototypes. Unlike physical simulations, digital replicas have a larger data pool and are not limited in the number of visualized processes.
— Dzmitry Shchyhlinski, Head of Backend Development and Solution Architect, *instinctools
How digital twins in manufacturing work
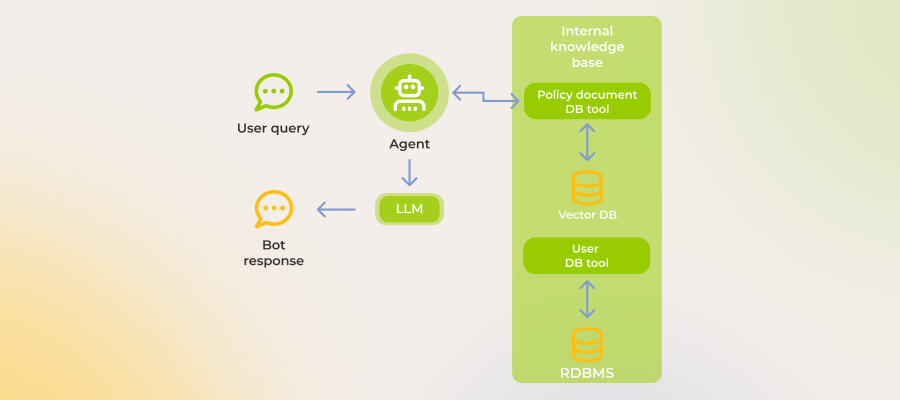
A digital twin of manufacturing is a multi-layer architecture with a combination of components that communicate with each other to execute a specific function. A core differentiator of the digital twin manufacturing framework is its two-way flow of information that returns the insights created by the object sensors to the original source object.
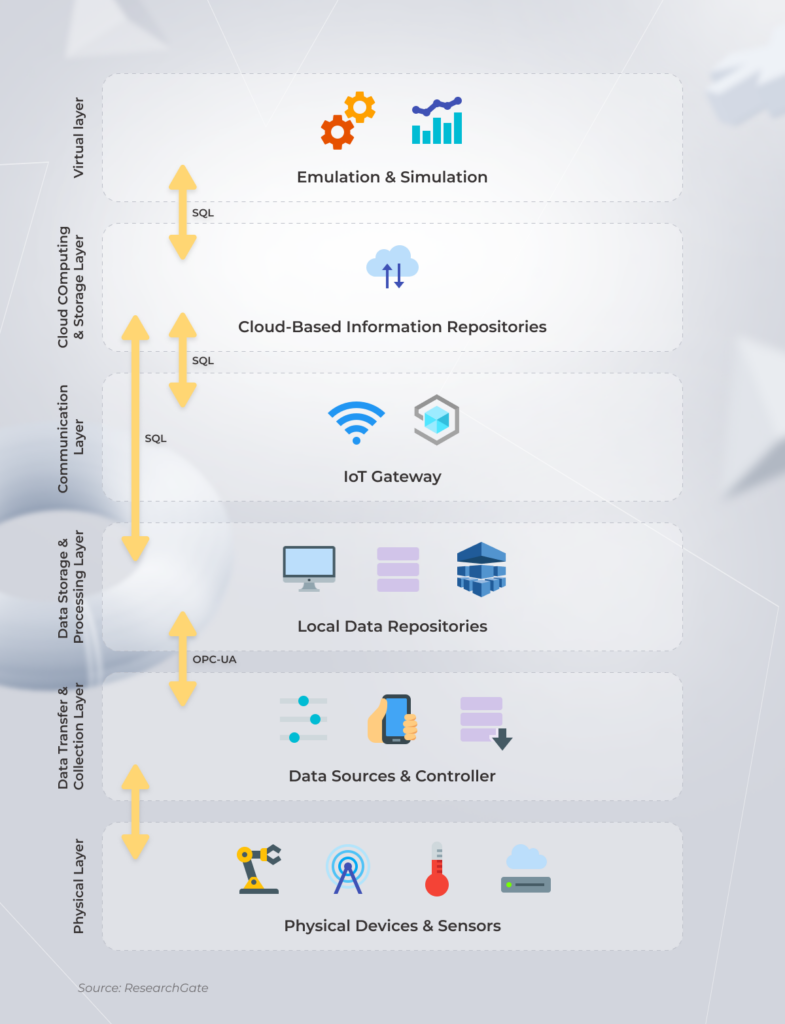
Although the components, relationships, and interfaces vary by the use case, factory digital twins usually include the following building blocks:
Hardware layer
The Internet of Things is the core technology that lies at the heart of digital twin deployment. A whole lot of sensors, actuators, and network devices capture real-world data and send it further for processing and analysis. The choice of the hardware is specific to each deployment.
Middleware layer
This layer comprises all data management infrastructures and solutions that collate and process data from different sources. At this layer, data is also governed, modeled, and visualized to acquire the operational and behavioral awareness needed to simulate, predict, and inform decisions later in the process.
Software layer
The digital twin then uses artificial intelligence to simulate and demonstrate the effects that the changes in design, process, time, or condition would have. Again, manufacturers don’t need to subject real-world objects to those changes, they just simulate them. Likewise, all changes made in the real world are reflected in the real world. The final insights are delivered to the end user via dashboards and applications.
The triple value digital twins bring to your factory
Until recently, a digital twin for manufacturing has been an elusive concept to global enterprises due to the limitations in technology and hefty computing and storage costs. However, the democratization of technology has made an industrial digital twin a sleeper hit. In 2025, the digital twin market is projected to surpass $26.6 billion. Let’s see why global manufacturers are rushing to invest in the concept.
Reduced time to market
In an era where time to market is a critical factor for success, even a tiny mistake made early in the product development process matters. It means you have to get everything right — even the prototype of a new machine — from the get-go. Digital replicas provide a risk-free product development environment, allowing design and development teams to try on different options with no associated cost.
According to McKinsey, the digital twins can yield a 50% faster time to market combined with a 10% revenue uplift. Digital twins in smart manufacturing also accelerate commissioning, facilitate testing via integrated physics engines, and streamline collaboration between different teams involved in product development.
Emulation and simulation-based development approaches have already gained traction in the automotive and aviation industries. For example, digital twins in the automotive industry allow manufacturers to model mechanical systems on the computer and test them in an emulation or simulation environment.
Improved quality control
A tighter grip on the manufacturing process is among other benefits of digital twins in manufacturing. The technology shows the real-time factory heartbeat – at the process, system, asset, and component layer. That’s why manufacturers can easily spot the improvements to be made, track product performance throughout their lifetime, and monitor product lines and the factory floor.
Digital models can also be used to simulate the performance of products in extreme conditions, which allows engineers to detect flaws and improve product quality.
Preventive and predictive maintenance
Among other things, digital twins are used to bring out actionable insights related to product behavior and production processes. This way, engineers can see the state of any part of the manufacturing system at any time, meaning that every anomaly will be put on sharp display.
Digital twin data allows manufacturers to minimize unplanned downtime, optimize maintenance schedules, enhance asset performance, and extend the lifespan of their equipment, reducing the cost of operating.
Many faces of digital twin applications in manufacturing
The digital twin technology in manufacturing comes in different forms and shapes, based on the level of product analysis. Each type of virtual environment is applied to support different applications, while one factory can have different types of digital twins within a system or process.
Component twins
A component twin is a virtual replica of an individual part of a system or product, such as a motor or a valve. They are considered to be a basic form of digital twins, yet are indispensable in providing detailed information about a component’s historical and real-time behavior.
Asset twins
Asset twins are exact replicas of physical products on your factory floor. These are usually made up of multiple component twins and offer insight into their interaction. Asset twins help identify potential improvements in plant processes and optimize each part to increase efficiency, reduce mean time between failures, and optimize energy or water consumption.
Systems twins
System twins are virtual representations of the interaction between assets. In manufacturing, these types of solutions are used to facilitate collaboration between assets and find new combinations to maximize efficiency. Put simply, system twins allow you to map the ecosystem of assets you have and the relations between them.
Process twins
High-level process twins are used to model the entire factory, including all the associated manufacturing operations. Process twins allow plant managers to drill down into product data, assess the time it takes to build a product, and monitor key business metrics.
Technologies that underpin digital twins
Building twins is far from simple, but once created, they offer near-limitless potential. The powerful quartet of four advanced technologies that comprise digital twins makes sure you can capture the full value hidden in the application.
Internet of things
In the manufacturing industry, a digital twin platform is often based on a conceptual model that leverages a combination of BIM, CAD, or GIS data and IoT data. Therefore, the operational intelligence of the virtual model stems from the real-time collection of sensor data. The bidirectional communication between digital twins and physical IoT devices is what allows companies to instantly monitor the behavior and condition of physical counterparts.
Extended reality
Bolstered by extended reality, digital twins promote manufacturing excellence through virtual factory replication. Put simply, the synergy of the two allows users to interact with machines through real and virtual combined environments and remotely control them. XR components also help manufacturers experiment with parameters and situations to test the machine performance.
Cloud computing
Cloud computing provides an easily scalable infrastructure for implementing a digital twin factory. Also, cloud-based digital twins have the computational resources and storage capacity that match a factory’s data needs, while also reducing tooling and setup costs.
Machine learning
Instead of grinding away at industrial data, manufacturing operators make sense of it with ML algorithms. AI-based models process the piles of sensor data, identity patterns, and provide ready-to-use insights about machine performance, maintenance, emissions levels, and other core metrics.
Revolutionize your manufacturing processes with the latest technology
Real-world examples of digital twin use cases in manufacturing
Today, an increasing number of high-flying companies are throwing their hats in the digital twin ring, driven by the need to win the innovation arms race. Let’s have a look at some digital twin manufacturing examples and what benefits industry leaders get from the technology.
Production optimization
Applying a holistic approach to digital twin adoption is what maximizes the value you get from it. In this case, digital replicas can reveal areas of improvement related to the speed of cycle times, efficiency, and machinery utilization.
That’s what Bosch does. The company accumulates all production sensor data and compares it with a digital twin of a high-efficiency production line to flag deviations and analyze trends. This helped Bosch improve its electronic stability program and automatic braking systems by 25 percent.
After-sales support
The production process doesn’t end with delivering the goods to end users. Manufacturers have to constantly analyze the deliverables to enhance the product quality.
For example, Tesla creates a digital twin for every vehicle it sells and then gathers real-time data from a vast network of vehicle sensors. By analyzing the data from an individual vehicle, Tesla uploads updates to improve vehicle performance, predict failures, and provide a better user experience for the vehicle owner.
Analysis of assembly-floor behavior
The modern factory floor is often too dense for stakeholders to optimize workflows on a hunch. However, by having real-time production data for every asset, manufacturers can have a 360-degree view to analyze machine performance according to KPIs, schedule workforce, and ensure proper routing of materials.
Case in point, General Motors uses a process digital twin to mimic plant floor behavior. This digital twin implementation example facilitates advanced technology to boost production, improve process efficiency, and ensure the sustainability of operations.
Ready-made digital twin solutions to build on top of
A digital twin created on top of the canned solutions can satisfy your initial needs without spiraling innovation costs. Keep in mind that each of the off-the-shelf solutions is different in their capabilities, operating data types, and complexity of digital twins deployed.
- IBM Digital Twin Exchange – a one-stop solution for manufacturers, OEMs, and third-party content providers that deal with asset, maintenance, reliability, operating conditions, and other types of operating data. Paired with the IBM Maximo Application Suite, it can enable smart asset management and predictive maintenance capabilities.
- Oracle IoT Digital Twin Framework – a virtual environment for enterprises that allows for creating simple device models and industrial twins. The infrastructure offers accurate prediction capabilities, what-if analysis, and other functionalities needed to improve efficiency.
- Azure Digital Twins – a PaaS-based offering that allows manufacturers to create digital models of entire environments, connect IoT devices and existing business systems, and develop 3D visualizations of manufacturing environments.
- Autodesk Tandem – another ready-made solution that facilitates the process of building BIM-based twins. The platform comprises Twin Building and Insightful Operations features to accelerate deployment and connection building.
No matter the virtual infrastructure, you can’t just go with the flow of an out-of-the-box solution. Digital twins are a representation of your unique operations, processes, and assets so you will need to adjust the analytics engine, connect the solution with your internal business ecosystem, and fine-tune the workloads.
— Dzmitry Shchyhlinski, Head of Backend Development and Solution Architect, *instinctools
By having a team of cloud engineers, IoT developers, and AI specialists on board, your company can develop the processes and capabilities it needs to develop, integrate, and launch its digital-twin platform.
Take a leaf out of our client’s book: start small with manufacturing digital twins
Here’s a great example of how warehouse automation technologies and digital twin solutions can accelerate development cycles and cut operational costs.
Our client, a warehouse robotics manufacturer, didn’t initially plan to opt for digital twin technology when developing software for their innovative driverless forklift system. Their standard testing workflow implied running new apps directly on the hardware.
Nevertheless, this time, it was a no-go option, as the project’s timeline was limited to seven weeks due to the upcoming trade show, where the new forklift had to be presented. The client’s in-house and dedicated teams were located in different countries, so there was no chance of meeting the deadline if moving a single available robot back and forth between development centers.
Therefore, we suggested writing a digital emulator that completely imitated the forklift’s behavior and testing software on it. Besides delivering the app on the dot, this approach enabled the client to eliminate expenses associated with system transportation between the two development centers.
Want more details?
There’s no need to “rip out and start all over”. Creating an integrated manufacturing architecture as your way to thrive
It may seem that using digital twins for manufacturing processes requires companies to blow up their current architecture and start over. However, companies don’t have to untether themselves from the holistic and interoperable manufacturing architecture they have now. Instead, manufacturers should connect a digital twin to integrated systems such as ERP, PLCs, and others to jump-start their digital twin journey.
In fact, not only can digital twins capture the data flowing in manufacturing systems, but they can also extract more value from it.
From digital twin to enterprise metaverse
The digital twin is a unique, industry-ready technology that ushers in Industry 4.0 capabilities into conventional manufacturing operations. But the true potential of digital twins comes from establishing connections between them. The interconnected digital twin network can simulate complex relationships between entities, allowing industrials to optimize simulations, scenario planning, and decision-making.
By adding complementary technologies on top, a network of digital twins can turn into an enterprise metaverse — an immersive environment that connects every aspect of an organization.
Join the smart way of manufacturing with digital twin technology
FAQ
A digital twin is a virtual representation of a physical asset that reflects its physical properties, behavior, and performance. The technology uses a combination of advanced tech such as IoT, AI, and data analytics to process and analyze sensor data.
In simple words, digital twins drive smart manufacturing. They are beneficial for quality management, production optimization, product lifecycle management, factory design and layout, and even operator training. On a higher level, digital twins provide a competitive advantage to manufacturers, reduce costs, and optimize the supply chain.
A great digital twin in manufacturing example is the use of technology to monitor and optimize the performance of industrial equipment. The system collects data on various parameters such as temperature and energy consumption and extracts relevant insights to understand the current state of the machine.